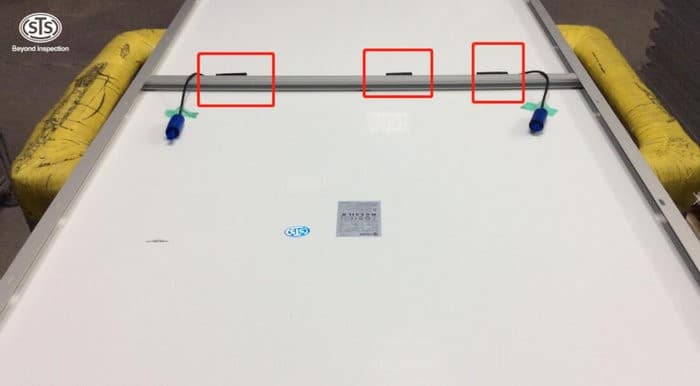
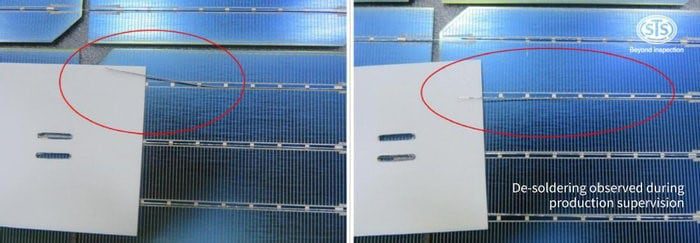
تقوم فرق التفتيش من «STS» بالبحث عن أساس العطل في حال تكرره كثيراً، حيث أطلقت الشركة مؤخراً تحليل للسبب الرئيسي وتم إضافته لمرحلة الإطار حيث يتم مراقبة الفراغات والتأكد من موافقتها للمواصفات.
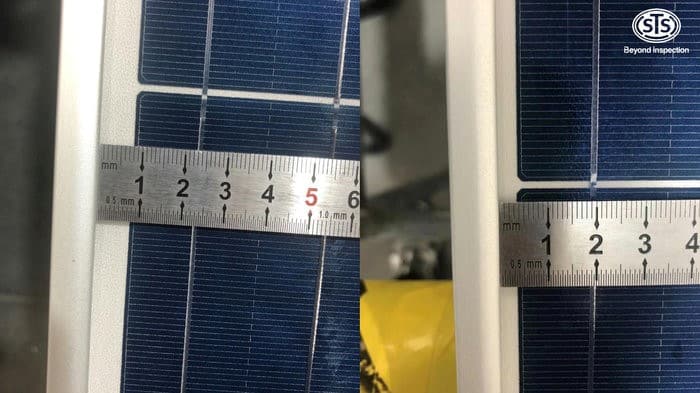
وجدت الفرق أن مسافة تشغيل المغزل اللولبي الذي يضبط محاذاة الإطار، وموضع التثبيت الذي يحمل الإطار وقوة عزم الدوران المطبقة أثناء التجميع يمكن أن تساهم جميعها في وجود فجوة في الإطار غير مقبولة.
يمكن أن تكون فجوات الإطارات هذه حادة وقد تتسبب في إصابة القائمين بالتركيب أو أي مستخدم نهائي في جميع أنحاء العالم.